
The Hot-Fill-Hold method is a crucial processing technique specifically designed for acid and acidified foods. This method leverages the inherent acidity (equilibrium pH below 4.6) of these products, or the addition of acids, to inhibit the growth of harmful bacteria like Clostridium botulinum. Unlike low-acid foods that require high-pressure processing at temperatures between 240°F and 250°F, acid and acidified foods can be safely processed at temperatures above 180°F (82°C), or through a combination of temperature and time as determined by a Process Authority. The acidic environment itself helps eliminate potential bacteria and spores, ensuring product safety without the need for pressure canning. However, precise temperature and hold times are still vital for maintaining safety, shelf stability, and seal integrity. Consistent pH monitoring records are mandatory for all products classified as acid or acidified Foods.
Enhanced Food Safety: Ensures the product is safe for consumption by destroying harmful microorganisms.
Extended Shelf Life: Allows products to remain shelf-stable without relying on preservatives or refrigeration.
Cost-Effective and Reliable: A proven and economical method for food processing.
Typical Steps in the Hot-Fill-Hold Process:
Product Heating: The product is heated to a particular temperature. The temperature is determined by considering the finished equilibrium pH of the product. This critical step ensures commercial sterilization by effectively destroying harmful microorganisms.
Product Hot Filling and Sealing: After heating, the hot product is quickly filled into pre-cleaned and sanitized containers at a specific temperature. A heated closure is then applied, either manually or using a steam capper.
Container Inversion and Holding: Once filled, the container is inverted and held for a specified duration. This allows the hot product to sterilize the headspace and the inner surface of the cap or lid, contributing to a safer, shelf-stable product. Inversion also helps control the long-term growth of yeast and molds on the product’s surface. It is essential to record the inversion duration (minutes/seconds) and the final product temperature after the inversion and holding period.
Containers for acid and acidified foods must achieve a hermetic (airtight and watertight) seal. Optimal container choices include metal cans, glass jars, or bottles equipped with metal caps lined with plastisol. These closures create a strong vacuum, which is indicative of a successful hermetic seal and vital for product safety.

When using the Hot-Fill-Hold process, a lid with a safety-button provides a visual clue that the product has been properly processed and sealed. The button may take some time (minutes to hours) to activate as the product cools and the vacuum seal forms. One-piece lids typically require a longer period to form a proper seal compared to two-piece lids.
Packaging and Distribution: Upon completion of the Hot-Fill-Hold process, the sealed containers are packaged for distribution. The final product is now shelf-stable, offering an extended shelf life while maintaining its safety and quality.
In the Hot Fill and Hold process mode, the product is thermally processed outside the container and the container is filled with the hot, processed product. The product contact surface of the container is subsequently thermally treated by introduction of the heated product. Specific processing parameters, including heating temperatures, holding times, and container inversion/laydown procedures, are product-dependent and must align with food safety requirements. To guarantee the efficacy of the Hot-Fill-Hold process, manufacturers are required to strictly adhere to these guidelines. These parameters are subject to verification by a qualified Process Authority.
Considerations for Plastic Containers: Not all plastic containers can withstand the high temperatures involved in the Hot-Fill-Hold process for acid or acidified foods. If plastic containers are to be used, it is critical to consult the manufacturer’s specifications for the maximum temperature the container can tolerate. When high-temperature filling of plastic containers is not feasible, alternative methods are necessary:
Heat Treatment and Cooling/pH Reduction: The product must be heated to temperatures and for times specified by a Process Authority to kill harmful bacteria, and then cooled before filling into plastic containers. Alternatively, if heating to high temperatures is not possible, the product pH can be lowered to levels below 3.3 before filling. Investigations have indicated that at a storage temperature of 75°F, this particular acidity level is sufficient to eradicate vegetative cells of foodborne pathogens within a 24-hour timeframe.
Preservative Addition: Depending on the specific processing steps, preservatives such as sodium benzoate and potassium sorbate may be added to prevent the growth of yeasts, molds, and other contaminants.
These alternative methods, coupled with rigorous sanitation practices, ensure the safety and quality of acid and acidified foods processed in plastic containers, safeguarding against spoilage and maintaining product safety. Approval from a Process Authority is required for these alternative methods.
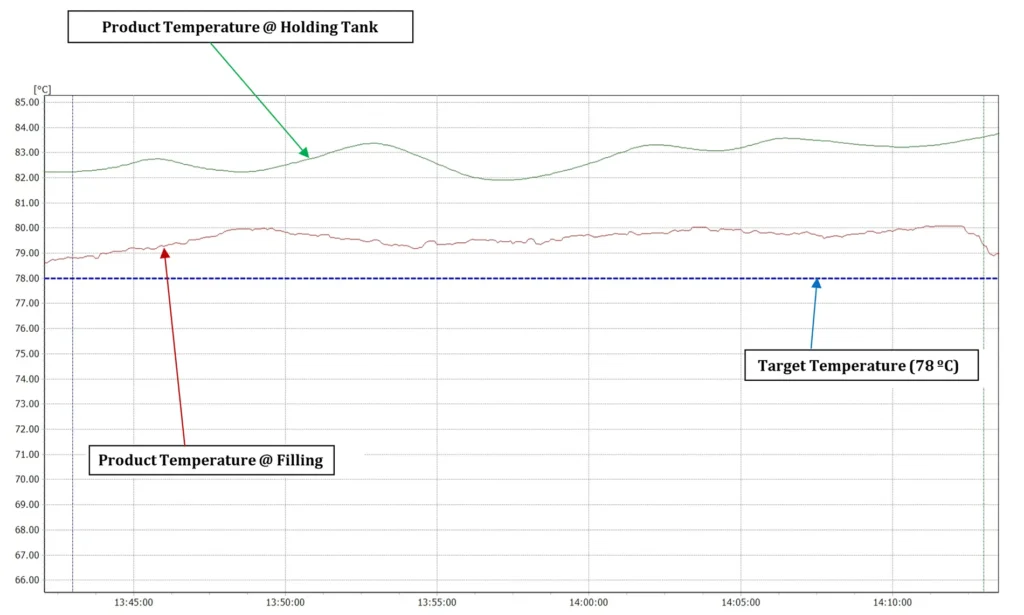
Temperature Measurement: Accurate measurement of the product internal temperature at the “worst-case” positions within the container (e.g., corners, under the cap) is crucial during filling, inversion, and cooling.
Hold Time: A specific hold time is required after filling, with the duration depending on the product temperature and acidity. For example, acidified foods with a pH between 4.1 and 4.6 may require a minimum hold time of 6 seconds at 178°F (81.1°C).
Worst-Case Scenarios: Validation studies should consider potential variations in fill temperature, container size and shape, and cooling rates to ensure that the process is effective under all reasonably foreseeable conditions.
Documentation: Thorough documentation of the validation process, including temperature readings, hold times, and any deviations from the established parameters, is essential.

As a leading independent thermal process authority in India, Thermosoft Technologies provide expert assistance to processors of Low Acid Canned Foods (LACF) and Acidified Foods (AF), ensuring regulatory compliance and the production of safe food products.
Food Safety: Hot fill and hold validation ensures that the process effectively eliminates harmful microorganisms and enzymes, preventing foodborne illnesses and spoilage.
Shelf Life: Proper validation ensures that the product’s shelf life is extended, allowing for longer storage and distribution.
Compliance: Validation demonstrates compliance with food safety regulations and standards.
Temperature Measurement Devices: Thermocouples, data loggers, and other temperature sensors are used to monitor temperatures during the process.
Thermal Death Time (TDT) Studies: These studies help determine the heat resistance of target microorganisms and the time required to inactivate them at specific temperatures.
Heat Penetration Studies: These studies assess how quickly heat penetrates different parts of the container, helping to identify the slowest heating location.
Enzymatic Validation: In some cases, enzymatic methods may be used to validate the heat treatment, particularly when dealing with products where traditional microbiological methods are not suitable.
In essence, hot fill and hold process validation is a critical step in ensuring the safety and quality of food products, and it requires careful attention to detail, accurate measurements, and thorough documentation.
Manufacturers of acidified foods are legally required to register their food processes with the U.S. Food and Drug Administration (USFDA) by submitting Form FDA 2541e. This registration ensures compliance with stringent safety standards aimed at preventing contamination.
Still have technical questions?
Navigating thermal validation and FDA regulations can be complex, but you don’t have to do it alone. Let our Process Authority experts provide the clarity you need to move your production forward safely.
At TST, we offer advanced process authority and validation services in support of thermally processed shelf-stable food products. Our teams are industry experts and come well-equipped with industry-leading thermal validation equipment