Pasteurization tunnels are key components in the food and beverage processing industry, designed to reduce the microbial load of products, thereby increasing their safety and extending shelf life. These tunnels operate based on the principle of heat transfer, wherein products such as liquids, sauces, and ready-to-eat foods pass through a controlled environment that employs either hot water or steam to achieve the desired reduction in harmful microorganisms. By systematically exposing products to these heat treatments, pasteurization tunnels ensure that a wide array of pathogens, including bacteria and viruses, are effectively eliminated.
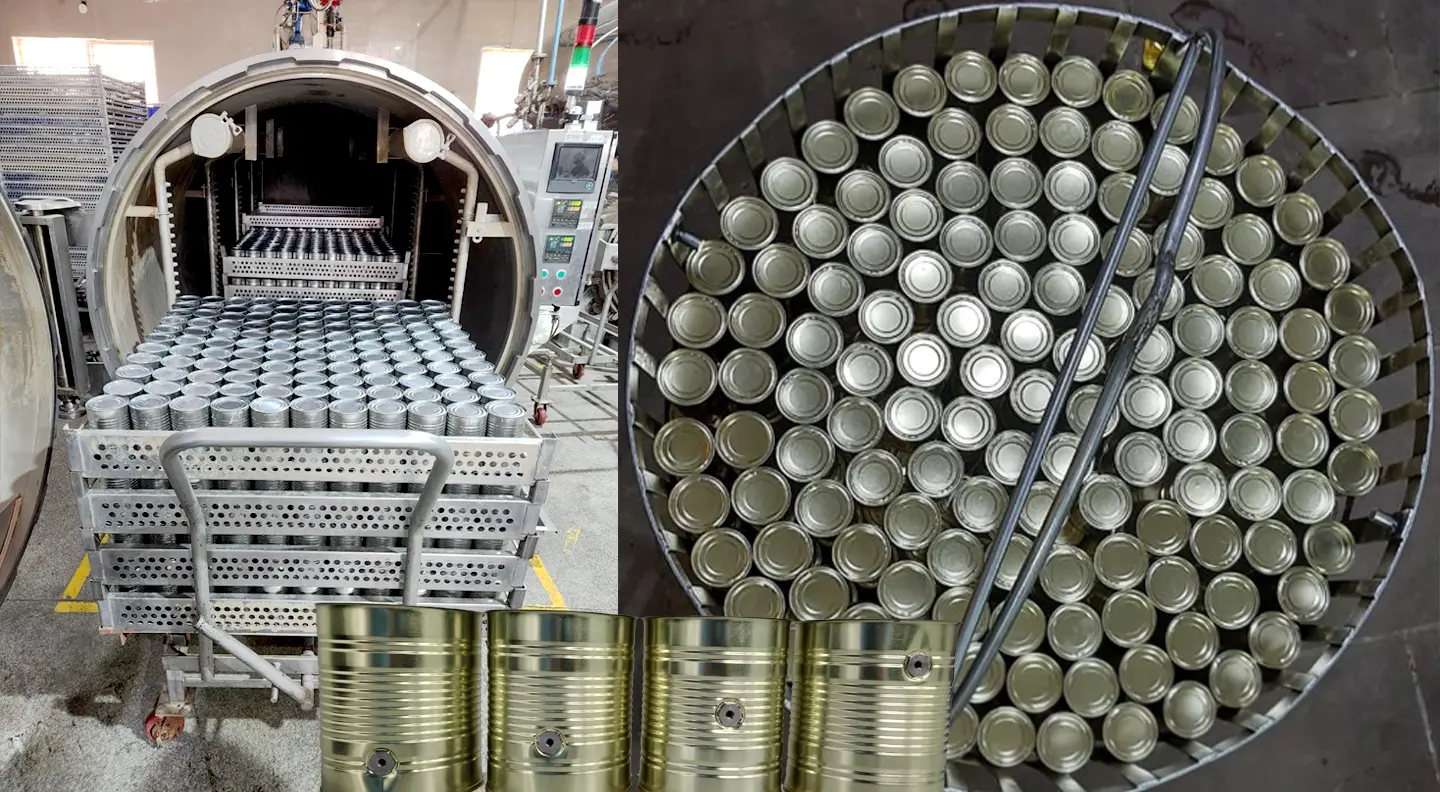
The functionality of pasteurization tunnels can be categorized into several stages, including pre-heating, pasteurization, and cooling. Initially, products are pre-heated to prepare them for the main pasteurization process. The core phase involves maintaining precise temperature and time intervals, as specified by regulatory guidelines, to ensure that microbial agents are targeted effectively. Following this, a cooling phase is essential to bring the temperature down rapidly to preserve product quality and prevent any potential spoilage. Each stage of this process is critical for the overall efficacy of pasteurization.
Different types of pasteurization processes are employed depending on the specific requirements of the product being treated. For instance, hot water pasteurization is commonly used for bottled beverages, while steam pasteurization is particularly effective for products with high solids content. The choice of method often hinges on factors such as the nature of the food item, packaging requirements, and regulatory standards. Understanding these distinctions is vital for ensuring that pasteurization processes are validated and qualified. Such validations are necessary to maintain compliance with food safety standards and to guarantee that the processes effectively reduce the risk of foodborne illnesses.
Qualification Requirements for Pasteurization Tunnels
Qualification of pasteurization tunnels is an essential process that ensures food products are treated effectively to prevent microbial contamination while maintaining product quality. To achieve compliance with regulatory standards, companies must familiarize themselves with the guiding principles set forth by bodies such as the Food and Drug Administration (FDA) and the European Food Safety Authority (EFSA). These regulations dictate the operational specifications that pasteurization systems must meet, including temperature requirements, processing times, and end-product microbiological criteria.
Thermal mapping is a vital step in the qualification process. It involves a thorough assessment of the thermal distribution within the pasteurization tunnel and helps identify any cold spots that may affect the efficacy of the heat treatment. By using validated instrumentation and techniques, businesses can collect and analyze temperature data throughout the entire system. This mapping ensures that all areas of the product receive adequate exposure to the required heat, thereby guaranteeing the safety and quality of the pasteurized food items.
Documentation plays a critical role in ensuring compliance with qualification requirements. Accurate and detailed records of the qualification protocols, results of thermal mapping, and maintenance activities must be maintained. Proper documentation allows for traceability and serves as evidence during regulatory inspections or audits. Adherence to Good Manufacturing Practices (GMPs) is equally important. Companies should establish standard operating procedures (SOPs) that encompass preventive maintenance, staff training, and regular equipment calibration to ensure optimal performance of the pasteurization tunnels.
To prepare their systems for qualification, businesses should conduct a comprehensive review of their processes, align their operations with recognized standards, and implement adequate preventive measures. This proactive approach not only enhances safety and compliance but also fosters overall operational efficiency.
Validation Challenges and Solutions
The validation of pasteurization tunnels is a critical process that ensures food safety and quality; however, it is fraught with a variety of challenges that can complicate the validation outcomes. One of the predominant issues is the variability in product load. Different products may require different pasteurization times and temperatures, leading to discrepancies in the validation process. This variability necessitates a thorough understanding of how different loads interact with the heating and cooling processes within the tunnel, which might lead to inconsistent results if not properly managed.
Another significant challenge is equipment drift. As machinery operates over time, physical components may wear down or misalign, affecting the efficacy of the pasteurization process. Such changes can result in deviations from the originally validated parameters, thereby necessitating regular recalibration and validation of the equipment to maintain the required standards. Without routine checks, operators may unknowingly process products that do not meet safety criteria.
Environmental conditions also play a crucial role in the validation process. External factors such as room temperature, humidity, and airflow can influence the performance of the pasteurization tunnel, leading to variations in heat transfer and other critical parameters. These environmental influences must be taken into account when conducting validation studies to ascertain that the process remains effective under varying conditions.
To address these challenges, employing modern technologies for monitoring and process control can significantly enhance the reliability of validation studies. Implementing real-time monitoring systems to track temperature and flow rates allows for immediate adjustments and data collection, improving consistency. Moreover, establishing best practices, such as conducting thorough risk assessments and utilizing standardized protocols for validation studies, can ensure more reliable outcomes. These solutions, when integrated effectively, contribute to an overall improved validation process in pasteurization tunnels.